卒業課題論文集 無電解ニッケルめっき硬さの熱処理温度および熱処理時間による変化
1 はじめに
無電解ニッケルめっき皮膜は熱処理によりビッカース硬さHv950程度まで硬くすることができ、機械部品へのめっきとして広く用いられている硬質クロムめっきの代替として需要が増加傾向にある。弊社では、低リンおよび高リンタイプを使用しており、皮膜硬度を上げる場合は処理温度360℃で180分間の熱処理を行っている。しかし、この処理条件の根拠となる自社の明確なデータは無い。
そこで本研究では、弊社で使用している低リンおよび高リンタイプの無電解ニッケルめっきについて熱処理条件の指針となるデータを求めるべく熱処理温度および熱処理時間によるめっき皮膜のビッカース硬さ変化について調べた。
2 実験方法
2-1 めっき処理
試料は、鉄素材(S20C)に市販のめっき液を使用してめっきを20㎛析出させたものを用いた。めっき処理条件を表1に示す。
2-2 熱処理
試料の熱処理の温度および熱処理時間は、下記のとおりの4通りとした。熱処理後は空気中にて放冷を行った。
・熱処理無し
・熱処理温度:280℃、320℃、360℃、400℃
・熱処理時間:60分間、120分間、180分間、240分間
2-3 硬度測定
硬さ測定にはマイクロビッカース硬さ試験機(FM-ARS9000、(株)フューチュアテック製)を用いた。なお、熱処理を行った試料は表面研磨した後測定した。
2-4 めっき皮膜のリン含有率
試料のリン含有率を把握しておくため、エネルギー分散型蛍光X線分析装置(SEA1200VX、エスアイアイ・ナノテクノロジー㈱製)でめっき皮膜の組成を計測した。定量結果を表2に示す。
両タイプともにニッケルとリン以外の元素を検出しているが、これは鉄素材に含まれる成分が検出された結果である。めっき皮膜の成分がNiとPからなることからそれぞれタイプでのリン含有率を算出した結果は次のとおりである。
低リンタイプのめっき皮膜のリン含有率:P/(Ni+P)=2.33/(94.12+2.33)=2.42wt%
高リンタイプのめっき皮膜のリン含有率:P/(Ni+P)=8.68/(73.82+8.68)=10.52wt%
3 結果および考察
3-1 低リンタイプの実験結果および考察
低Pタイプの実験結果を表3および図1に示す。
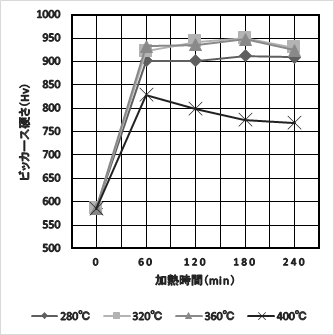
図1 低リンタイプ(リン含有率2.42wt%)の熱処理時間によるビッカース硬さの変化
この結果より、低リンタイプの無電解ニッケルめっきは280~360℃での熱処理温度であれば熱処理時間が60~240分間ではビッカース硬さに大きな差がないことが分かった。この結果から熱処理時間短縮および熱処理温度を下げることによりコスト削減に繋げることができる。
また400℃の熱処理温度では処理時間が長くなるに伴いビッカース硬さが低下していることから、Hv800以上が必要であれば熱処理時間が過剰であることを読み取れる。但し400℃では60分間未満の熱処理時間でピーク硬さに達していると思われるため、さらに短時間の熱処理のデータを採る必要がありそうである。
3-2 高リンタイプの実験結果および考察
高リンタイプの実験結果を表4および図2に示す。
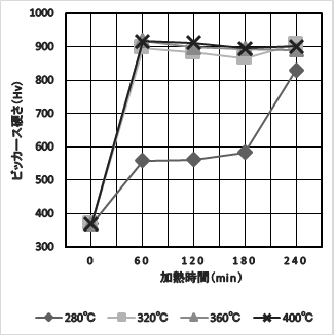
図2 高リンタイプ(リン含有率10.52wt%)の熱処理時間によるビッカース硬さの変化
高リンタイプでは、熱処理温度が320~400℃でほぼ同じビッカース硬さを得た。しかし、280℃の場合では処理時間が240分間より短い場合硬度は低かった。低リンタイプと違い、300℃を下回る熱処理温度は硬度を上げるために長時間を要するため生産現場では適していないことが分かった。これらの結果も時間短縮とコスト削減に役立てることができる。
ただし、280℃と320℃の結果の差が非常に大きいため、この間の熱処理温度でのデータが今後必要になりそうである。
4 おわりに
本研究で得られた成果として5つの点が挙げられる。
- 熱処理無しの値も含め、低リンタイプと高リンタイプの熱処理による硬度の変化の違い、特長を理解できた。
- 熱処理によるHv850以上の範囲が明らかになったので、製品の大きさや厚さにより熱処理時間を設定できるようになった。
- 低リンタイプ、高リンタイプはそれぞれ浴の管理方法、めっき皮膜の析出速度、材料費に違いがあるため、製品に応じて熱処理条件も含めて使い分けができるようになった。
- 現在の熱処理温度を下げ、熱処理時間を短縮することができるので、コスト削減ができるようになった。
- ビッカース硬さの評価試験方法を修得できたため、今後顧客が要求してくるスペックに対して、試験結果に基づいた熱処理条件を提示できるようになった。
メッキ技術館