卒業課題論文集 高速クロムめっきのめっき条件によるめっき皮膜への影響(木村昌樹)
1 はじめに
当社ではステンレスや黄銅素材等にサンドブラスト処理をした後、高速クロムめっきを行っている。製品の形状は多種多様で、別々にめっきした製品を組み合わせて一つの製品とする物もある。また、同じ光沢で膜厚を増やせないか、現状のめっき皮膜より硬くして欲しい、といっためっき皮膜に対する要望も多種多様で以前より増えている。今回は高速クロムめっきの浴温とめっき電流密度によるめっきの外観、めっき厚さおよびめっきの傷つき易さへの影響を調べた。
2 実験方法
2-1 実験試料
黄銅の円筒状試料(47mmΦ×110mm)にサンドブラスト処理を施したものを用いた。
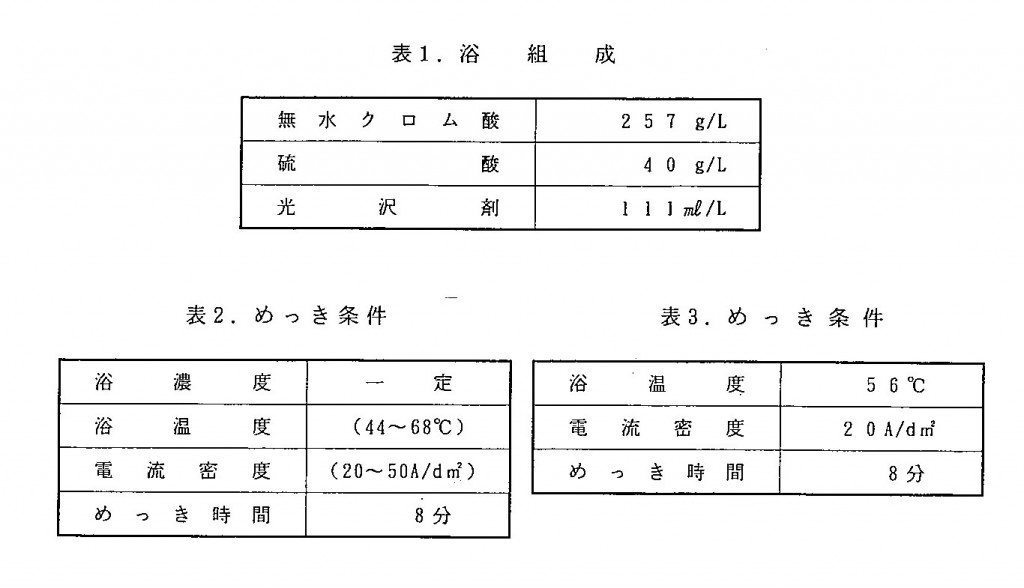
2-2 めっき浴組成とめっき条件
浴温度を7段階、電流密度を4段階に変化させてめっきし、基準品とそれぞれ比較した。
表1に浴組成、表2にめっき条件、表3に基準品のめっき条件を示す。
2-3 調査項目と評価方法
1) 光沢
浴温度および電流密度を変化させてめっきした試料を基準品と目視により比較することにより光沢度を調べた。光沢度は、光沢の度合いを1から5段階に分けた。基準品を3とし、1を無光沢、2を半光沢、4を光沢、5を強い光沢をした。
2) 膜厚
電解式膜厚計により測定した、膜厚範囲は4μmから6μmである。
3) 傷つきやすさ
基準品と擦り合わせをし、どちらに傷がつくかを目視により評価した。めっきした試料に傷がつかずに基準品に傷がついたものを「○」、両方傷がついたものを「△」、条件を変化させてめっきした試料に傷がついたものを「×」とする。
3 結果と考察
浴温度と電流密度の変化による光沢、膜厚、傷つきやすさの違いを表4~表6および図1~図2にそれぞれ示した。
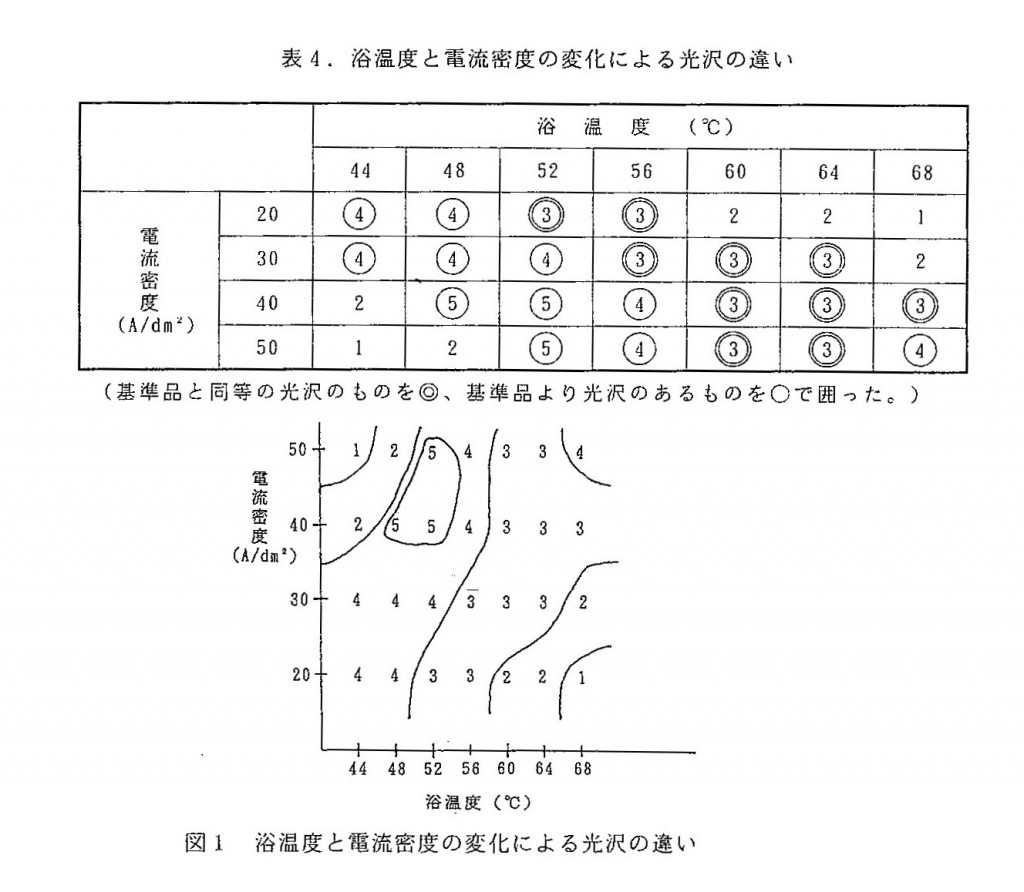

浴温度が低い場合は、電流密度が高くなると光沢が大きく低下した。浴温が高くなるにともない、光沢は改善されるが、基準品の光沢を超えてしまった。高電流密度での浴温度が基準品の温度あるいはそれよりも高い場合は、広い電流密度範囲で基準品の光沢が得られることがわかった。めっき厚さについては膜厚範囲である4μmから6μmに収まったのは13条件であった。基準品の浴温度56℃の場合は比較的、膜厚のバラつきが少ない。めっきの傷つきやすさについては、基準品よりも傷つきにくい条件は、12条件であった。68℃の場合は、すべて基準品よりも傷つきやすかった。
以上の結果から、基準品と同等の光沢が得られ所定の膜厚に収まり、さらに基準品よりも傷つきにくいめっきが得られる条件は、56℃ 30A/d㎡、60℃ 40A/d㎡、60℃ 50A/d㎡、64℃ 50A/d㎡、の4条件であった。
4 おわりに
今回の実験結果から、浴温度と電流密度がめっき外観に及ぼす影響は著しく大きく、浴温度と電流密度の管理が重要であることがわかった。今後は現場ラインでも今回の結果を活かし、様々なニーズに応えていきたいと思う。
メッキ技術館