卒業課題論文集 省力化前処理(木曽功雄)
1 はじめに
従来、軟鉄鍛造研磨品の種々雑多なバフカス除去を手洗い洗浄で行っていた。
この工程は作業環境が悪く、また人手に頼らざるを得ない。高齢化の進む作業者が安全で快適かつ楽に仕事を行うため、本工程の自動化を検討した。
2 バフカス除去工程の提案
種々検討の結果、図1に示すようなバフカス除去のため前処理工程ができ上がった。
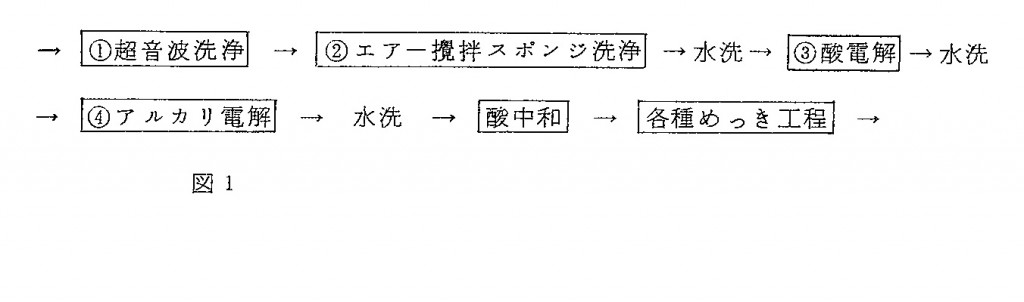
①~⑤の内容
①超音波洗浄
②のエアー攪拌スポンジ洗浄へ進むための予備脱脂及びバフカス除去を目的とする。2~3%の極薄い洗浄液を50~60℃に液温を上げ、120~180秒間浸漬させる。この際品物は回転させる方が良い。
②エアー攪拌スポンジ洗浄
従来、脱脂後手洗い洗浄を行っていたものを、品物を直接らっくに掛けて洗浄することを目的とする。この際、スポンジは約1センチ角の小片を用い、エアー攪拌の際にスポンジ片が品物よりも上部で踊らないように、つまりスポンジ片と品物とはサンドウィッチされなければならない。
処理条件
Ⅰ 低発泡性中性洗浄剤-50cc/L
中性洗浄剤を用いるのは、アルカリ性洗浄剤ではスポンジを溶かせてしまうためである。
Ⅱ 液温:50~60℃
Ⅲ 洗浄剤に対して、飽和状態であるスポンジ片を完全に揺動することの出来る強いエアー攪拌
Ⅳ 浸漬時間:15~25分
③酸電解
常温で20~30秒間陽極処理を行う。ここで陽極処理を行うのは、素材粗れを防ぐためである。
④アルカリ電解
常温で2~3分間陽極処理を行う。
⑤酸処理
常温で低濃度の液を用い約1分間浸漬する。ここでは素材及び次工程めっき浴に対して最も適した酸を選定する必要がある。
3 実験結果
ここで使用した試験片は、研磨済み軟鉄鍛造ゴルフアイアンヘッドであり、研磨工程を経てからの時間が相当経過しており、バフカス・研磨剤・防錆剤等が固着しているものである。機能面・装飾面両方を必要とされる。この様なアイアンヘッドにおいても本前処理工程を用いることにより密着性・外観共に良好な結果が得られた。また、人の手が品物に触れる回数が少なくなった結果、不良も減り、合理化にもつながった。
4 おわりに
前処理には基本的なパターンがあるが、各社それぞれ様々な方法を工夫して取り組んでいる。当社では前処理工程の改善が環境整備及び良質な雰囲気作りに大きな役割を果たすと考えており今後の研究テーマとして取り組みたいと思っている。
メッキ技術館