硬質クロムめっきとは
装飾クロムめっきは、大気中で変色せず外観が美しく、腐食されにくい性質をもっているため、
古くから銅めっきやニッケルめっきの上に薄く施し、雑貨品から自動車部品まで広く用いられています。
一方、硬質クロムめっき(工業用クロムめっきJIS H8615)の大きな特徴は、
非常に硬く、摩擦係数が小さく、耐摩耗性にすぐれていることです。
この特徴により、摩耗しやすい機械部品、ローラー、金型類などに広く利用され耐久性を寄与しています。
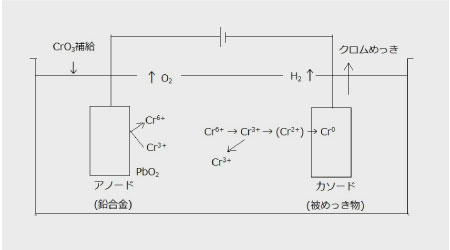
硬質クロムめっきの原理
クロムめっきは、無水クロム酸(三酸化クロム CrO3)を主成分とし、これに触媒根として微量の硫酸を添加した単純な浴組成です。
サージェント浴と呼ばれ、90年近く前にSargent氏により開発されたクロムめっき浴が広く利用されています。
サージェント浴において、無水クロム酸:硫酸=100:1(重量比)が標準です。
サージェント浴の組成とめっき条件
| 浴組成 (弊社標準) |
標準浴 無水クロム酸250g/L 硫酸2.5g/L |
低濃度浴 無水クロム酸175g/L 硫酸1.75g/L |
| 浴温 | 48~58℃ | |
| 電流密度 | 15~35A/d㎡ | |
| めっき速度 | 5~15μm/hr | |
クロムめっき析出のメカニズム
Q 装飾用クロムめっきと硬質クロムめっきの違いを説明願います。
一般的には 装飾クロムめっき ~1μm 硬質クロムめっき 1μm~
硬質クロムめっきの特徴
硬さ
電気めっきの中ではもっとも高硬度です。めっき浴の温度や陰極電流密度によりその値は750~1000Hvと変化します。
標準的な濃度のサージェント浴において、浴温度55℃において陰極電流密度15~80A/d㎡の範囲で、ほぼ900Hvの安定した硬度が得られると古くから認識されています。
耐摩耗性
硬質クロムめっきに要求される最も重要な基本的性質でありきわめて良好です。クロムめっき被膜が高硬度であることにほぼ起因するが、金属の摩耗の原因はきわめて複雑です。
摩擦係数
硬質クロムめっきの摩擦係数は、他のめっきに比べても小さくなります。
| 試験被膜(組み合わせ) | 静摩擦係数 | 動摩擦係数 |
| 硬質クロムめっき同士 | 0.14 | 0.12 |
| 無電解ニッケルめっき同士 | 0.37 | 0.24 |
| 無電解ニッケルボロンめっき同士 | 0.11 | 0.08 |
| アルマイト未封孔処理同士 | 0.30 | 0.22 |
耐食性
塩化物以外の化学薬品に対して安定であり、大気中でも10㎛以上の厚さをもつ皮膜は比較的良好な耐食性を示します。
硬質クロムめっきを浸食する化学薬品として、塩酸、ふっ酸、りん酸、しゅう酸、希硫酸、クエン酸、乳酸、塩化カルシウムなどが上げられます。
水素脆性(ぜいせい)
硬質クロムめっきは電流効率が悪く、水素を大量に発生しながらめっきされるので、鉄素地に水素の一部が侵入し、特に高炭素鋼では水素脆性が起こりやすくなります。
被覆力(カバーリングパワー)
硬質クロムめっきは被覆力のすぐれないめっきであるため、上記と同様に治具の工夫が必要でです。
硬質クロムめっきは、下地が鉄鋼、黄銅および銅、ニッケルの順序で被覆力は次第に良好となります。
均一電着性(スローイングパワー)
硬質クロムめっきの均一電着性は、他の電気めっきと比べてかなり悪いです。均一電着性が悪い原因の一つとして、低電流密度より高電流密度部での方が電流効率が高いことがあげられます。
このため、製品のめっき膜厚を一定に仕上げるには次のような治具の工夫が必要であり、さらに技術と経験が必要である。
① 製品の凹んだ電流密度の低い部分に補助陽極を取り付けるなど、陽極の配置を工夫する。
② 製品端部の高電流密度部でめっきが焦げるのを防ぐため、電流の逃がしとして金属製の補助陰極を取り付け、過大電流を逃がす。
③ 形状に応じて、高電流密度部付近の陽極と陰極の間に遮へい板を取り付ける。
クラック(割れ)
クロムめっきは電着中に自然にクラックが発生することがよく知られています。これは、電着層の内部応力によるものとされます。クロムめっきはある厚さまでは割れない滑らかなめっきができるが、電着層の内部応力がクロム分子相互の引き合う力以上になると割れが発生します。さらに電着を続行すると、ある厚さからふたたびクラックを生じ、こうして割れ目をもつ層が重なり合って厚いめっき層が形成されます。
クラックの数や太さは浴の温度や電流密度などめっき条件により異なります。あえて形成させた太くて深いクラックは保油性がよく、内燃機関のシリンダーやピストンリングに利用されます。
最も普及しているサージェント浴において、クラックの発生しない最大の厚さは0.25μm程度である。
Q 均一電着性とは
Q 被覆力とは
Q 水素脆性とは
硬質クロムめっきの品質項目(JIS H 8615による)
JISに示される品質管理項目について記します。
めっきの外観
表面は平滑で、焦げ、こぶなど使用上有害な欠陥があってはならない。ただし、つや消し仕上げのものについては、必ずしも平滑でなくてもよい。
めっきの表面粗さ
この品質を特に重視する用途に対してだけ適用し、その品質は受渡当事者間の協定による。
めっきの最小厚さ及び許容差
この品質を特に重視する用途に対してだけ適用し、その品質は受渡当事者間の協定による。
厚さ試験は、原則として顕微鏡断面試験方法を用いる。ただし、受渡当事者間の協定によって、電解式試験方法、マイクロメータを用いる方法によってもよい。
めっきの多孔率
この品質を特に重視する用途に対してだけ適用し、その品質は受渡当事者間の協定による。
めっきの密着性
砥石試験法、曲げ試験法又は引張試験法のいずれかの方法による。(JIS H 8504)
めっきの硬さ
ビッカース硬さ750以上とする。ただし、用途によってはビッカース硬さは、受渡当事者間の協定によってもよい。
めっきの耐摩耗性
この品質を特に重視する用途に対してだけ適用し、その品質は受渡当事者間の協定による。
めっきの耐食性
この品質を特に重視する用途に対してだけ適用し、その品質は受渡当事者間の協定による。
硬質クロムめっき発注の手引き
めっき業者に発注する場合、素材、製品形状、大きさ、めっき厚さ、めっき必要箇所、数量などの事項が重要です。
弊社で主に手掛けている、精密部品、機械部品を例に取り、硬質クロムめっきについて述べさせて頂きます。
目的の明確化
硬質クロムめっきは非常に硬く、摩擦係数が小さく、耐摩耗性に優れた機能めっきです。
しかし、硬質クロムめっきが無電解ニッケルめっきなどに比べてコストが高く納期がかかる理由は、先に示した通り均一電着性および被覆力が良くないためです。
硬質クロムめっきの特徴を理解し、開発設計段階から、めっき業者と用途、目的を共有することが重要です。
めっき素材
| めっきが容易な素材 | 鉄鋼、ステンレス、銅および銅合金 |
| 下地めっきを施すことによりめっき可能な素材 | 亜鉛ダイカスト、チタン、アルミニウムおよびアルミニウム合金 |
| めっきが困難な素材 | 焼結合金、窒化処理された鉄鋼、タングステン鋼、プラスチック |
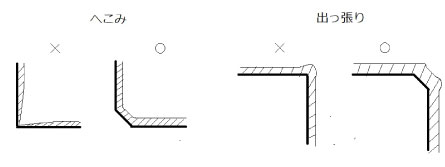
製品形状の留意点
① へこみ、くぼみ、溝などを出来るだけ浅く、小さく、ゆるやかにする。
② 出っ張りを小さく、少なく、ゆるやかにする。
③ 狭いすき間、極端な凹部を作らない。めっきが困難となるため。
④ 硬質クロムめっきは他の電気めっきと比べて、同じ面積をめっきするのに5~10倍の電気量が必要である。そのため、吊さ上げ用の穴を設けるなど、製品を治具に広い接点でしっかり固定することが求められる
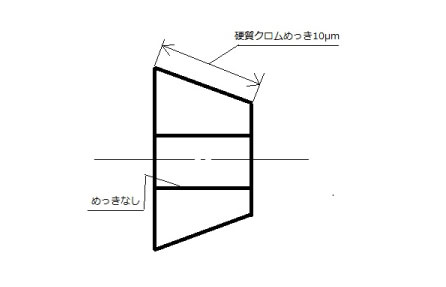
有効面の指示
硬質クロムめっきが本当に必要な部分を、有効面として図面等で指示するとよい。
また、有効面以外の部分についても、無めっきで良いのか薄くめっきが必要なのか等はっきりと指示をするとよい。
めっき膜厚の設定
めっき膜厚は、製品にかかる荷重、素材の強度、接触する素材の強度、耐食性、耐用年数などを考慮して設定する。また、めっき後研磨を行う場合その寸法も考慮する。
| 区分 | 用途 | 厚さの例 | 区分 | 用途 | 厚さの例 |
| ロール | 製紙用(カレンダ類) | 30 | シリンダー及びライナー | 油圧・空圧機器用 | 20 |
| 紡織用 | 20 | ガソリンエンジン用 | 50 | ||
| 鉄鋼加工用 | 50 | ピストンリング | ガソリンエンジン用 | 50 | |
| 金型 | プラスチック成形用 | 10 | 工具 | 切削用 | 3 |
| 一般打抜き及び成形用 | 10 | 計測用 | 3 | ||
| ガラス成形用 | 50 | シャフト及びジャーナル | 一般機械用シャフト | 30 | |
| 医薬品、食品用 | 10 | 内燃機関用シャフト | 50 | ||
| 鍛造用 | 30 | 一般用ジャーナル | 50 | ||
| ピストン及びピストンロット | 油圧・空圧機器用 | 20 | その他の機械部品 | 紡織機用部品 | 20 |
| ポンプ用 | 20 | エンジンバルブ | 5 | ||
| 一般機械用 | 20 | 一般機械部品 | 20 | ||
| ガソリンエンジン用 | 5 |   | |||
Q 無電解ニッケルめっきの上に硬質クロムめっきは可能ですか?
参考文献
- クロムめっき 岸松平
- 日刊工業新聞社
- 現在めっき教本
- 日刊工業新聞社
- 二級技能士コースめっき科
- 財団法人職業訓練教材研究会
- 大阪府高等めっき技術訓練校教科書
- 工業用クロムめっき 森河務 大阪府鍍金工業組合
- JISハンドブック金属表面処理
- 日本規格協会

メッキ技術館