硬質クロムメッキ

高硬度と耐摩耗性に優れた硬質クロムメッキ
ビッカース硬さHv900-1050と高硬度で耐摩耗性に優れたメッキで、工業用途に幅広く使われています。
ただし、硬質クロムメッキはその付き回りの悪さから難易度の高いメッキとされています。
アルファメックでは、精度の高い加工を求められるお客様に小ロットの試作から対応しております。
硬質クロムメッキの特徴・特性
高硬度
ビッカース硬さ900~1050HVで高硬度なメッキであるため、耐摩耗性に優れます。
メッキ膜厚
可能な範囲:3μm~130μm
中心的範囲:5μm~20μm
治具設計
硬質クロムメッキは均一電着性が極めて悪いため、適切な治具設計が必要となります。
| 機械的特性 | 硬質クロムメッキの皮膜は他の金属に比べて高硬度のため耐摩耗性に優れています。 |
| 化学的特性 | 金属クロムの特性として不働態被膜を形成し、それによって多くの化学薬品に対して耐食性を持ちます。 不働態被膜を溶解する塩酸及び塩素水からは激しく浸食されます。 |
| 熱的特性 | 金属クロムの融点は1900℃ですが、メッキ皮膜の融点は皮膜中の不純物により1890±10℃で多少上下します。 また、クロムメッキは500℃を越え加熱すると硬さに急激な低下がみられます。 |
メッキ加工前・メッキ加工後
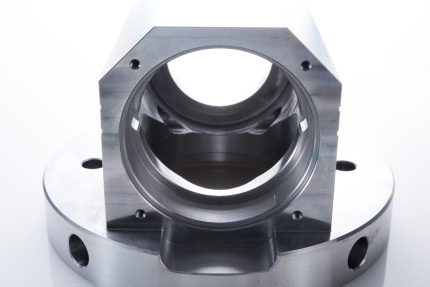
メッキ前
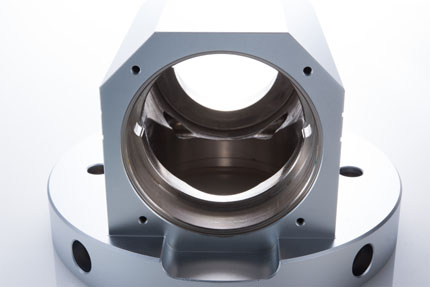
メッキ後
硬質クロムメッキの用途
硬質クロムメッキは様々な分野の工業製品に活用されておりますが、アルファメックでは次の部品で主な実績があります。
ロッド、ゲージ、バルブ、歯科部品、パイプ、シリンダ、ゴルフヘッド、アイロン、バトン、金型、ピストンリング、ピストンロッド、ロール、ワッシャなど
硬質クロムメッキ膜厚の選定
| 区分 | 用途 | メッキ厚さの例(μm) |
| ロール | 紡織用 | 20 |
| 鉄鋼加工用 | 50 | |
| 非鉄金属加工用 | 30 | |
| 金型 | プラスティック成形用 | 10 |
| 一般打抜き及び成形用 | 10 | |
| ガラス成形用 | 50 | |
| 医療品、食品用 | 10 | |
| シリンダー及びライナー | 油圧・空気圧機器用 | 20 |
| ガソリンエンジン用 | 50 | |
| ディーゼルエンジン用 | 100 | |
| ピストン及びピストンロット | 油圧・空気圧機器用 | 20 |
| ポンプ用 | 20 | |
| 一般機器用 | 20 | |
| ガソリンエンジン用 | 5 | |
| ディーゼルエンジン用 | 100 | |
| ピストンリング | ガソリンエンジン用 | 50 |
| ディーゼルエンジン用 | 100 | |
| 工具 | 切削用 | 3 |
| 計測用 | 3 | |
| シャフト及びジャーナル | 一般機械用シャフト | 30 |
| 内燃焼機関用シャフト | 50 | |
| 一般用ジャーナル | 50 | |
| その他機械部品 | 紡織機器部品 | 20 |
| エンジンバルブ | 5 | |
| 一般機器部品 | 20 | |
| 写真及び印刷用品 | フェロタイプ | 5 |
| フィルム加工用 | 10 | |
| 印刷用ロール及び板 | 2 |
硬質クロムメッキの用途と目的例(JIS H8615より)
アルファメックの硬質クロムメッキについて
硬質クロムメッキは工業的に優れた性能を有しますが、均一電着性と電流効率の悪さから、複雑な構造の精密部品へ均一にメッキ皮膜をつけることは非常に難しいとされています。そのため、品物の形状、品質要求により予想以上にコストが掛かる場合があります。
アルファメックでは、次の点にこだわることでお客様のニーズにお応えしております。それは、最適な治具の開発が挙げられます。均一電着性の悪さを克服するためには、電流密度を均一にするための補助電極を備えた治具を、部品ごとに開発しなければなりません。治具の作り込みを社内で行い試作を重ねることで、高品質なメッキを実現いたします。
対応製品
素材
鉄、ステンレス、コバール、 真ちゅう、エコブラス、銅、亜鉛ダイガスト、チタンなどに対応可能です。
大きさ・形状
精密部品、こぶし大までの小物部品が中心です。複雑な形状やマスキングにも対応致します。
メッキ膜厚可能な範囲
0.1μm~100μm 中心的範囲:3~20μm
積層処理
下地に電気ニッケルメッキ、各種無電解ニッケルメッキが可能です。
熱による影響
硬度を上げるため、鉄鋼材料に浸炭や窒化などを行うと熱により製品の変形が起こりますが、クロムメッキは浴温度が60℃以下のため母材熱処理に伴う変化を起こさず、深さ方向でも皮膜の硬さは低下しません。 硬質クロムメッキの硬さは加熱すると低下します。500℃までは硬さの低下は緩やかでありますが、500℃を越えると急激に低下します。硬さが低下する理由は、皮膜に吸蔵された水素ガスの放出、皮膜の応力緩和、結晶の成長によります。
メッキ補助部品
硬質クロムメッキの欠点として、電流効率が低く電流分布の差が大きいため、メッキの厚さ分布(均一電着性※)は極めて悪くなります。特に、品物の突起部、角部では電流が集中しメッキが厚く、逆に凹みや隅部では薄くなります。
このためアルファメックでは、品物上の電流分布をできるだけ均一となるように、補助陽極、補助陰極(電気止め)を社内工務部で作製致します。
電流の流れにくい付近に補助陽極を、電流が流れやすいところには補助陰極を用いることが基本でありますが、その配置や数には多くの経験に基づくノウハウが必要となります。 ※均一電着性;厚さが均一にメッキされるメッキ浴の能力。(JIS H0400)
メッキに関するご質問
技術情報
- 硬質クロムメッキと無電解ニッケルメッキの積層技術
- メッキ皮膜の融点
- 硬質クロムメッキ浴中の鉄イオン除去方法
- クロムメッキ皮膜の特性~反射率~
- クロムメッキ皮膜の特性~耐熱性~
- クロムメッキ皮膜の特性~耐食性~
- クロムメッキ皮膜の性質~摩擦係数~
- クロムメッキ皮膜の性質~耐摩耗性~
- クロムメッキ皮膜の性質~クラック~
- マイクロポーラスクロムメッキ
- 硬質クロムメッキ浴への硫酸添加量による電流効率
- 硬質クロムメッキの浴温及び電流密度がメッキ外観にもたらす影響
- 硬質クロムメッキのバレルメッキ
- 硬質クロムメッキの不溶性陽極
- 硬質クロムメッキの被覆力と均一電着性
- 硬質クロムメッキに六価クロムは含まれるのか
- 硬質クロムメッキの水素脆性とベーキング処理の効果
- 硬質クロムメッキの陰極電流密度と電流効率
- 硬質クロムメッキの硬度と温度の関係
- 硬質クロムメッキ皮膜の剥離方法
- 硬質クロムの不働態膜