卒業課題論文集 ハルセル試験による三価クロムめっきの浴管理方法(鈴木公輔)
1 はじめに
三価クロムめっき浴は、従来の六価クロムめっき浴と比較すると、その浴組成は複雑である。浴成分としては、硫酸クロムのほかに種々の有機化合物や無機塩類が含まれている。最適のめっき皮膜を得るめっき条件は限定されており、その浴管理は現在も手探りの状態である。 本研究では、今後の浴管理の確立を目指すため、ハルセル試験法を用い、浴温、浴ph、添加剤温度がめっき皮膜に与える影響を、めっき厚さに注目して調べた。
2・実験方法
2-1 ハルセル試験条件
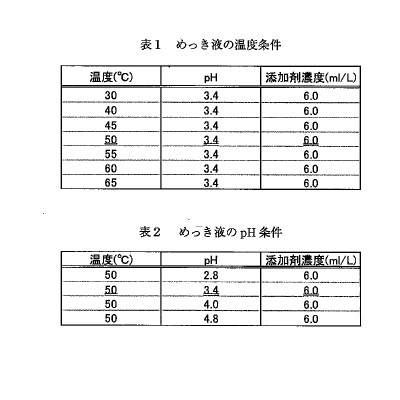
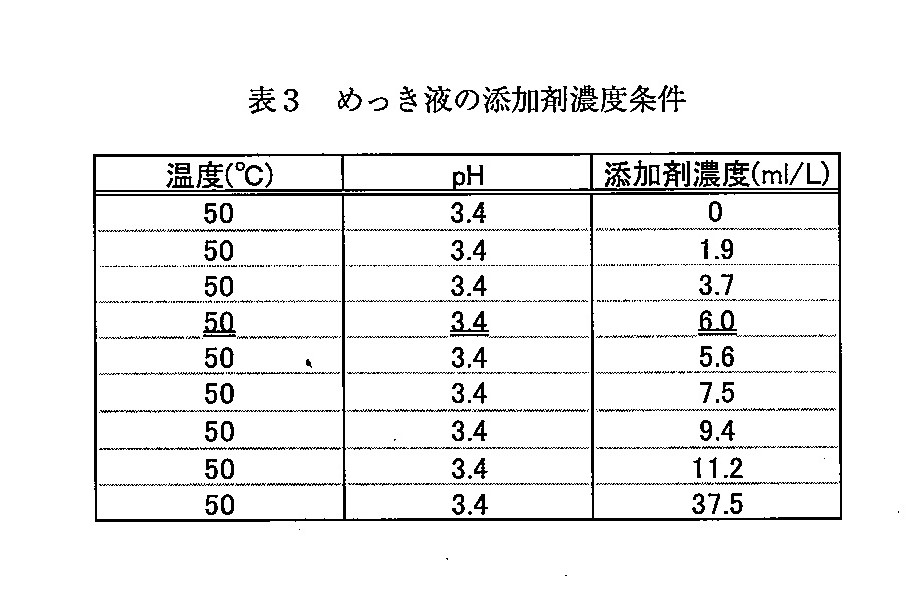
浴温、浴ph、添加剤濃度を変化させてハルセル試験を行った。検討した各パラメーターの条件を表1、表2、表3に示す。
ハルセル試験には、試験片として市販の亜鉛めっき鉄板を用い、塩酸で亜鉛を除去した後、三価クロムめっきを2分間、7A/d㎡(全電流35A)で行った。標準めっき条件は50℃、ph3.4、添加剤6.0ml/Lである。
2-2 評価方法
各条件でめっきを施したハルセル板の所定位置を蛍光X線膜圧計を用いてめっき厚さを測定した。
測定箇所は、図1に示すように底部から25mmの高さで両端を除き、10mm間隔の位置9箇所とした。

3・結果及び考察
3-1 浴温によるハルセル板上でのめっき厚さの変化
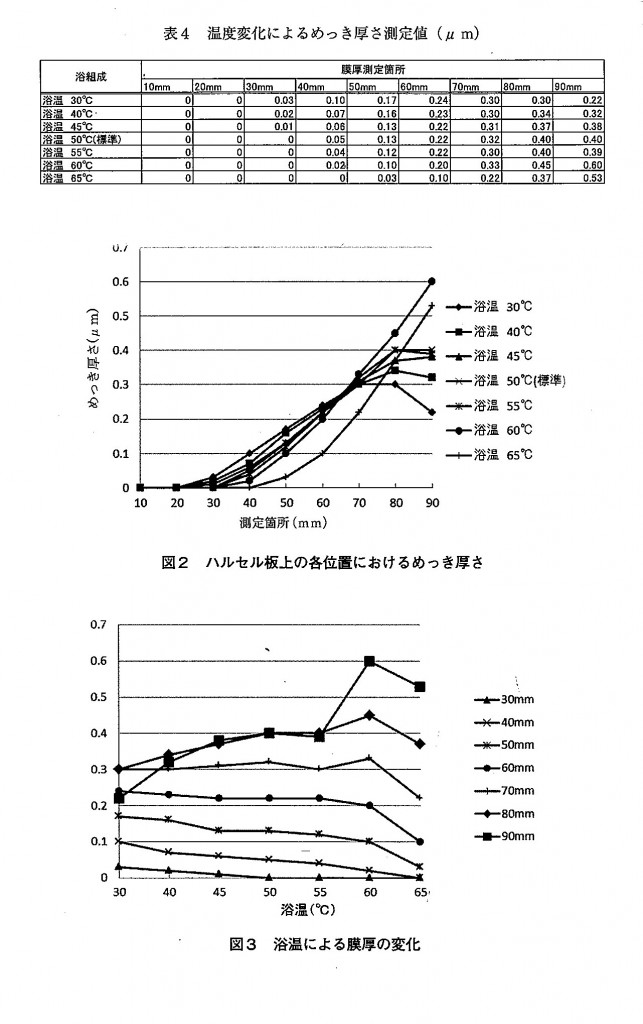
表4に浴温を変化させた場合のハルセル板上でのめっき厚さの測定結果を示す。図2、3に、各測定位置および浴温による影響を示す。
浴温が低い場合には、低電流密度部においてもめっきの析出は改善するが、高電流密度部の膜厚が薄くなっていた。浴温が60℃以上になると電流密度による膜厚の変化が大きくなり、付き回りが悪くなっている。一方、浴温45℃~55℃の範囲では、高電流密度部でほぼ一定のめっき厚さが得られた。実際のめっきではこの電流密度領域でめっきを行っており、めっきの付き回り、均一電着性の観点からこの温度領域が最適であると判断される。
3-2 浴pHによるハルセル板上でのめっき膜厚の変化
表5に浴pHを変化させた場合のハルセル板上でのめっき厚さの測定結果を示す。図4、5には、これを測定位置および浴pHによる影響を示す。
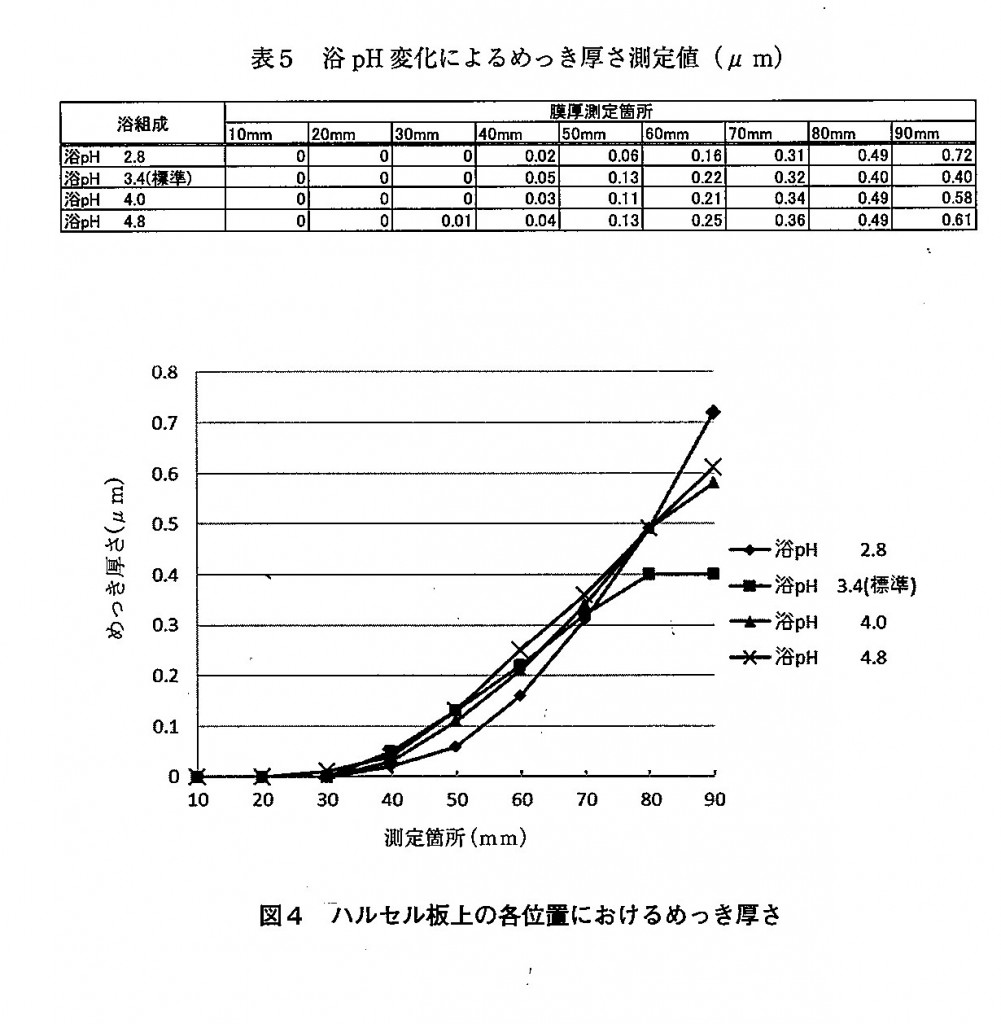
 図4に示したように、標準のpH3.4の浴では、めっき作業で用いられる高電流密度領域でめっき厚さが一定にに保たれていた。このpHより低い場合も高い場合もめっき厚さは増大していた。また、図5に示したように、測定位置(すなわち電流密度)によるめっき厚さの変化は、pH3.4の浴で最も緩やかであった。本実験では浴pHを細かく変化させなかったので、安定しためっき厚さが得られるpH範囲を確認することはできなかったが、標準pHが均一電着性の観点から最適であることを確認できた。
図4に示したように、標準のpH3.4の浴では、めっき作業で用いられる高電流密度領域でめっき厚さが一定にに保たれていた。このpHより低い場合も高い場合もめっき厚さは増大していた。また、図5に示したように、測定位置(すなわち電流密度)によるめっき厚さの変化は、pH3.4の浴で最も緩やかであった。本実験では浴pHを細かく変化させなかったので、安定しためっき厚さが得られるpH範囲を確認することはできなかったが、標準pHが均一電着性の観点から最適であることを確認できた。
3-3 添加剤濃度変化によるハルセル板上でのめっき厚さの変化
表6に添加剤濃度を変化させた場合のハルセル板上でのめっき厚さの測定結果を示す。図6、7には、これを測定位置および添加剤濃度の影響を示す。
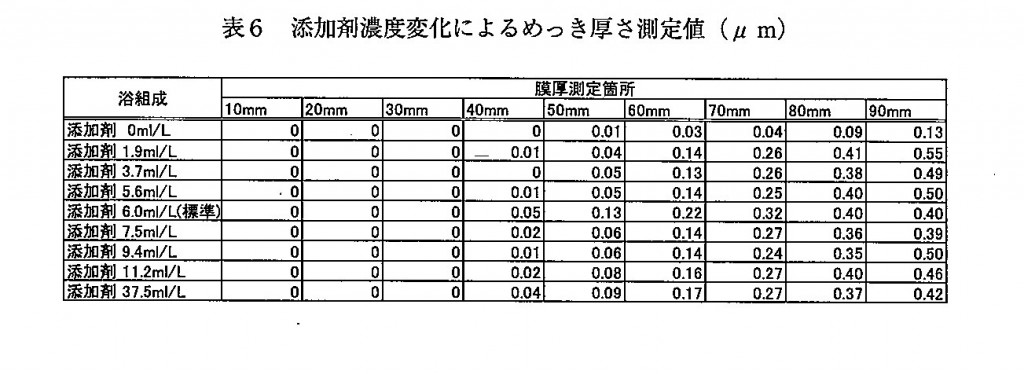
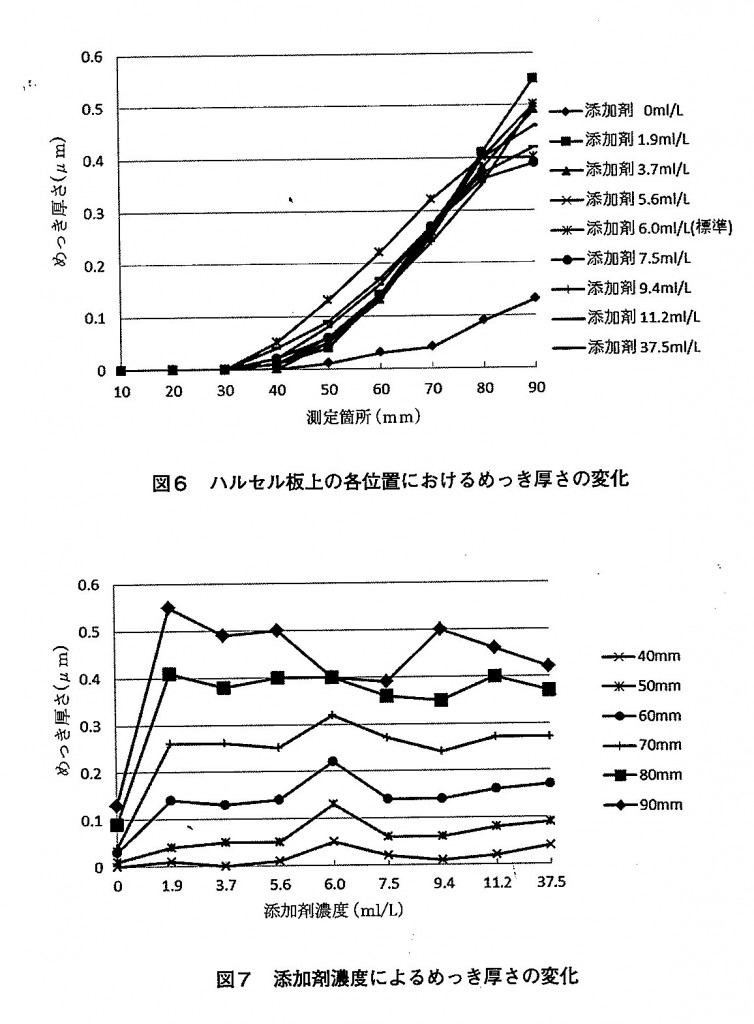 図6より、添加剤が無添加の場合は極端に膜厚が薄くなった。添加剤を加えることによりめっき厚さは大きくなることがわかった。測定位置によるめっき厚さの変化は、標準濃度6.0ml/Lの場合に最も小さい。また、中間位置ではその変化が最も緩やかで、高電流密度部ではほぼ一定のめっき厚さが得られた。図7に示したように、めっき厚さの変化は、標準濃度より少なくても、あるいは多くても大きくなっていた。めっきが高電流密度領域で行われることを考慮すると、適切な添加剤濃度は6.0~7.5ml/L程度であり、これより多くても少なくても厚さの不均一さを増す。
図6より、添加剤が無添加の場合は極端に膜厚が薄くなった。添加剤を加えることによりめっき厚さは大きくなることがわかった。測定位置によるめっき厚さの変化は、標準濃度6.0ml/Lの場合に最も小さい。また、中間位置ではその変化が最も緩やかで、高電流密度部ではほぼ一定のめっき厚さが得られた。図7に示したように、めっき厚さの変化は、標準濃度より少なくても、あるいは多くても大きくなっていた。めっきが高電流密度領域で行われることを考慮すると、適切な添加剤濃度は6.0~7.5ml/L程度であり、これより多くても少なくても厚さの不均一さを増す。
4 おわりに
以上の結果から、添加剤の有無がめっき膜厚に最も大きな影響を及ぼしていることがわかった。また、液温を下げることで付きまわりを良くすることが可能と考えられた。なお、めっき外観には多少の濃淡はあるものの、やけ、こげ、かぶりなどの不良はみられなかった。
本実験により、三価クロムめっきを行う上で添加剤の有無が特に重要であることを確認できた。浴温についてはめっき厚さへの影響が比較的小さい。一方、pHについては厳密に管理する必要があると思われた。これらのハルセル試験の結果を浴管理に活かしていきたい。本研究では検討できなかったが、添加剤の消耗速度も浴管理の観点から重要であると考えられる。これについては、今後の課題として進める。
メッキ技術館







{kind=link}